
Другие типы зеркал для "скользящих схем"- см.
вот тут
,
например
тороидальные зеркала
или
эллиптические зеркала
Внеосевые параболические (ещё часто пишут OAP - от Off Axis Parabolic) зеркала это часть поверхности параболоида вращения (см. рисунок ниже, красным показана отражающая поверхность зеркала, желтым цветом - излучение, оранжевым показана оптическая ось парабалоида, фиолетовый - угол падения излучения).
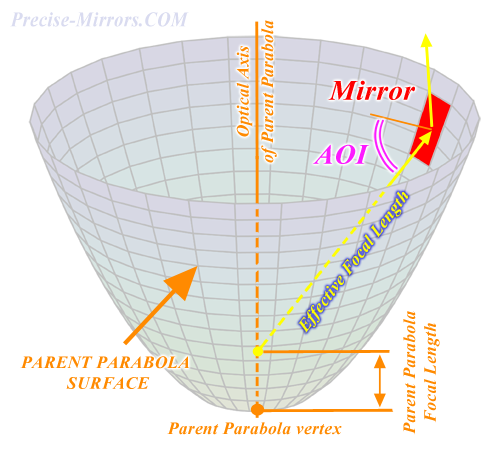
Главное свойство параболида: луч, вышедший из его фокуса после отражения от его поверхности будет двигаться параллельно оптической оси параболоида. Таким образом, OAP зеркала позволяют получить коллимированный пучок от точечного источника, НЕ находящегося на оптической оси самого отражающего зеркала (тогда как у осевой параболы источник всегда находится на оптической оси параболы). Схема работы OAP не является осесимметричной (тогда как у осевой параболы схема осесимметричная).
Обычная стандартная схема работы для внеосевых параболических зеркал подрузамевает угол падения не более 90 градусов (а для точных внеосевых параболических зеркал угол падения будет в разы меньше, см. левую часть рисунка ниже). Однако если увеличить угол падения до 70-89 градусов (см. правую часть рисунка ниже) , то получится, что луч как бы "скользит над зеркалом", поэтому работу на таких больших углах падения называют "скользящей схемой" (а угол, равный 90 градусов минус угол падения, называют "скользящим углом").
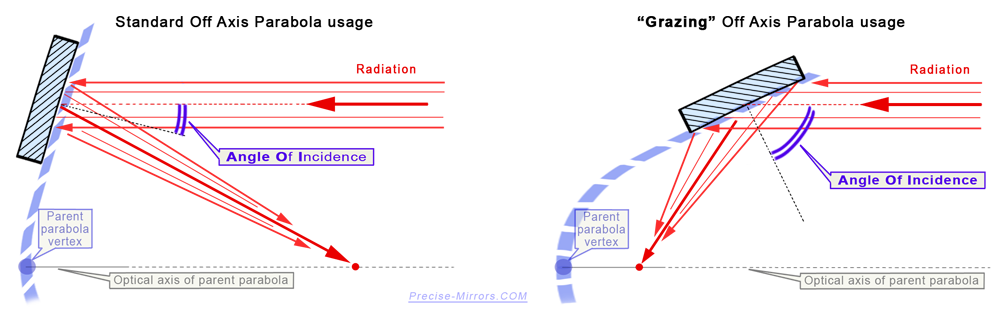
Такие большие углы падения позволяют использовать такие внеосевые параболические зеркала для отражения излучения с короткими длинами волн (менее 50-100 нм и вплоть до единиц нм), так как для того, чтобы в этом спектральном диапазоне добиться заметного коэфициента отражения зеркала необходимо использовать очень большие углы падения (обычно это 70-85 градусов и вплоть до 89 градусов).
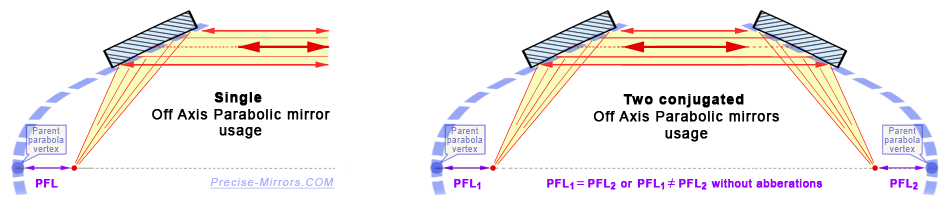
Фактически, при использовании "скользящих" схем, есть всего две задачи, для которых используются внеосевые параболические зеркала. Первая задача - это работа одного зеркала, которое либо фокусирует коллимированный пучок в точку, либо наоборот создаёт коллимированный пучок из расходящегося из точечного источника излучения (см. левую часть рисунка ниже). Вторая задача - это работа уже двух сопряжённых зеркал, с помощью которых сначала из точки создается коллимированный пучок, а потом он обратно фокусирутся в точку (см. правую часть рисунка ниже).
Важно! Чаще всего для решенеия второй задачи обычно используют сопряжённые тороидальные зеркала. Однако так делают не потому, что такой подход даёт хороший результат, а потому, что в мире почти никто не умеет делать точные внеосевые параболические зеркала для "скользящих" схем. Более того, широко распространёно заблуждение, что использование двух одинаковых сопряжённых тороидальных зеркал позволяет избавиться от больших сферических искажений (в теории это действительно так - второй тороид должен компенсировать искажения, внесённые первым тороидом). Но в реальной практике всё намного сложнее, например, см. третью страницу нашей типовой котировки , где моделируется стабильность реальной схемы с двумя одинаковыми сопряженными тороидальными зеркалами). Также, следует помнить, что для внеосевых параболических поверхностей можно сопрягать разные зеркала (тем самым получая уменьшенное или увеличенное изображение источника). Если же сопряжённые тороидальные зеркала будут разными - то из-за больших сферических искажений cфокусированное пятно превращается в "бесформенную кашу" милиметрового размера (и так будет даже при самой идеальной точности изготовления отражающих поверхностей).
| Минимальные и максимальные размеры зеркала: | от 40 мм до 1200 мм | |
| Материал подложки зеркала: | АстроСиталл, по запросу: Zerodur, UV FS, Si и другие. | |
| Покрытия: | металлические (Ag, Au, Al) и специальные EUV|XUV. | |
| Точность изготовления (RMS, λ=633 нм) | Базовая | Максимальная |
| формы поверхности, сферические зеркала | до λ/140 | до λ/400 |
| формы поверхности, асферические зеркала | до λ/100 | до λ/300 |
| Точность изготовления радиусов | до ±0.05% | до ±0.001% |
| Микрошероховатость поверхности, RMS | 0.4 нм | 0.15 нм |
| Чистота полировки (на квадратный дюйм) | 40/20 scratch/dig | 10/5 scratch/dig |
Главное достоинство внеосевых параболических зеркал в том, что у них фактически вообще нет аббераций (во всяком случае с практической точки зрения). Т.е. при достоточно хорошей точности изготовления формы отражающей поверхности, совершенно не важно - какие расстояние до источника и до изображения, не важно какой угол падения и какие размеры зеркала - всегда результат их работы будет близок к идеалу.
Фактически единственный недостаток внеосевых параболических зеркал это высокая сложность их производства и как следствие - их высокая стоимость и более длительные сроки изготовления (особенно для зеркал с большой асферичностью). Более того, по состоянию на весну 2024-ого года у нас нет данных, что кто-то ещё в мире кроме нас умеет изготавливать такие внеосевые параболические зеркала, у которых при угле падения более 70 градусов (внеосевой угол при этом более 140 градусов) точность формы поверхности под рабочим углом будет лучше чем λ/10 RMS (где λ=633 нм). При этом простая арифметика указывает, что для работы в спектральном диапазоне менее 50-100 нм нужно иметь точность формы в худшем случае λ/50-λ/100 (где λ=633 нм). Именно поэтому, для этой второй задачи в мире обычно и используют два одинаковых тороидальных зеркала (хотя этот подход и даёт результат заметно хуже). Использовать эллипсоидальные зеркала для такой задачи не имеет смысла.
Обычно для заказчика очень важно, насколько маленькое пятно в плоскости изображения может быть сформировано зеркалом (см. рисунок ниже). Даже если используется схема, где S' равно бесконечности (коллимированный луч после отражения), этот параметр позволяет оценить, насколько хорошим будет выходной луч.
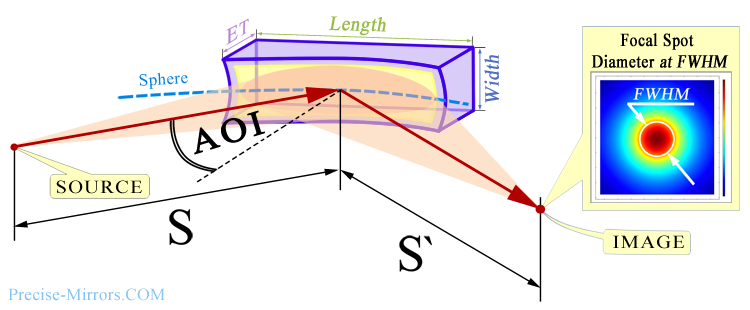
На размер пятна в плоскости изображения могут влиять множество разных факторов, но из реальной практики это в основном сферические аберрации, точность изготовления формы поверхности зеркала, а также иногда дифракционные ограничения на рабочей длине волны. Также часто крайне важна точность юстировки, так как иногда например ошибка положения зеркала всего в несколько микрон может увеличить диаметр сфокусированного пятна в несколько раз.
Общий принцип заключается в том, что чем ближе размер
сфокусированного пятна
к дифракционному пределу, тем дороже такое зеркало.
Это зависит от Вашей задачи и выделяемых на покупку финансов. Грамотнее и правильнее всего будет заполнить нашу специальную "запросную форму" (вот тут есть помощь в заполнении (pdf)). Также желательно приложить к запросной форме описание Вашей оптической схемы (хотя бы кратко словами в общих цертах), в которой будет работать зеркало и всё это отправить на наш электронный ящик quote@precise-mirrors.ru. Далее, наши специалисты сами подберут несколько подходящих для Вас вариантов (см. пример типовой котировки для одиночного зеркала или для двух сопряжённых зеркал).
Вы также можете отправить подробную точную спецификацию нужного Вам зеркала с чертежами, описанием типа формы поверхности, рассчитанными радиусами, с всеми допусками и пр. Но даже в этом случае, лучше добавить хотя бы минимальную информацию по углу падения, размеру источника и желаемому размеру изображения. Из нашей богатой практики, в таких случаях часто получается как минимум оптимизировать радиуса, с которыми результат будет немного лучше и при этом заказчик не несёт никаких дополнительных расходов.
Также Вы можете и не заполнять "запросную форму", и не отправлять подробную точную спецификацию нужного Вам зеркала, а вместо этого отправить описание Вашей задачи (зеркала) в произвольной форме на тот же электронный адрес quote@precise-mirrors.ru. Но в этом случае, такой запрос может обрабатываться значительно дольше.